数码相机作为精密电子消费品,其外观结构件不仅要求美观,更对尺寸精度、表面质量和结构强度有极高要求。其中,面板(如前盖、后盖、边框等)作为相机的主体结构件和外观视觉核心,其生产质量直接影响产品的整体质感与耐用性。压铸模具技术是实现此类高要求金属或高密度合金面板规模化、高效率、高质量生产的关键。本文将探讨数码相机面板压铸模具的设计与制造核心要点。
一、 模具设计的核心考量
- 材料选择:数码相机面板常用压铸材料多为铝合金(如ADC12),因其具有良好的流动性、强度、轻量化和优良的表面处理性能。模具材料则需选用高强度、高热疲劳性能的热作模具钢,如H13钢,并需进行精密热处理,以确保模具在长期高温高压循环下保持尺寸稳定性和耐用性。
- 浇注系统与排气设计:浇注系统(流道、浇口)的设计直接关系到金属液填充的平稳性、顺序和最终产品的内在质量。需采用计算机模拟(CAE)分析流动与凝固过程,优化设计以避免卷气、冷隔、缩孔等缺陷。精密、高效的排气系统(排气槽、溢流槽)对于排出型腔内的气体和冷料至关重要,是获得表面光洁、无气孔铸件的前提。
- 冷却系统设计:均衡、高效的冷却水路是控制模具温度场、保证生产节拍、减少热应力、延长模具寿命的核心。冷却水路需紧密贴合产品形状,确保各部分均匀冷却,防止产品因收缩不均产生变形或内应力。
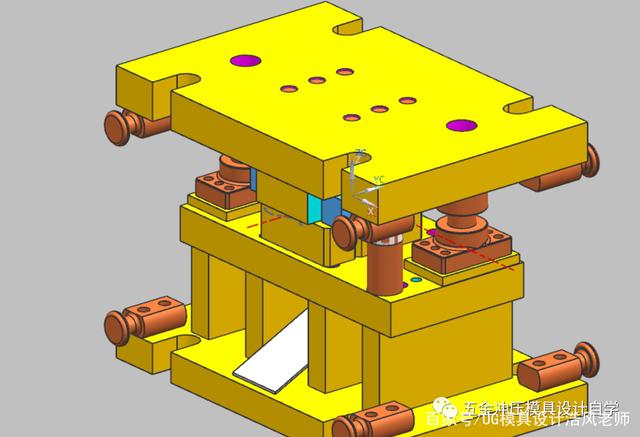
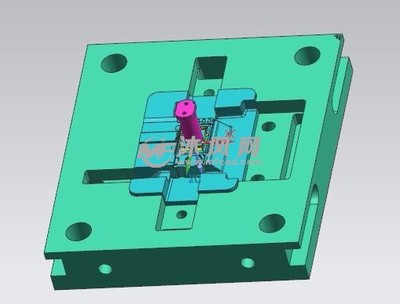
- 滑块与抽芯机构:相机面板通常包含按键孔、接口槽、卡扣等复杂立体结构,模具必须设计精密的滑块(行位)和斜顶等抽芯机构来实现脱模。这些机构的运动精度、刚度和耐磨性要求极高,其设计需确保动作顺畅、定位准确、寿命长久。
- 表面处理与纹理:相机面板多为外观件,模具型腔的表面质量直接复刻到产品上。通常需要进行高光镜面抛光或蚀刻形成细腻的晒纹(皮革纹、金属拉丝纹等),这对模具钢材的纯净度、抛光工艺提出了顶级要求。
二、 制造工艺与精度控制
- 精密加工:模具型腔、型芯、滑块等关键部件需采用高精度数控加工中心(CNC)、慢走丝线切割(WEDM)、电火花加工(EDM)等工艺完成,确保尺寸公差达到微米级(通常要求在±0.02mm以内),配合间隙严密。
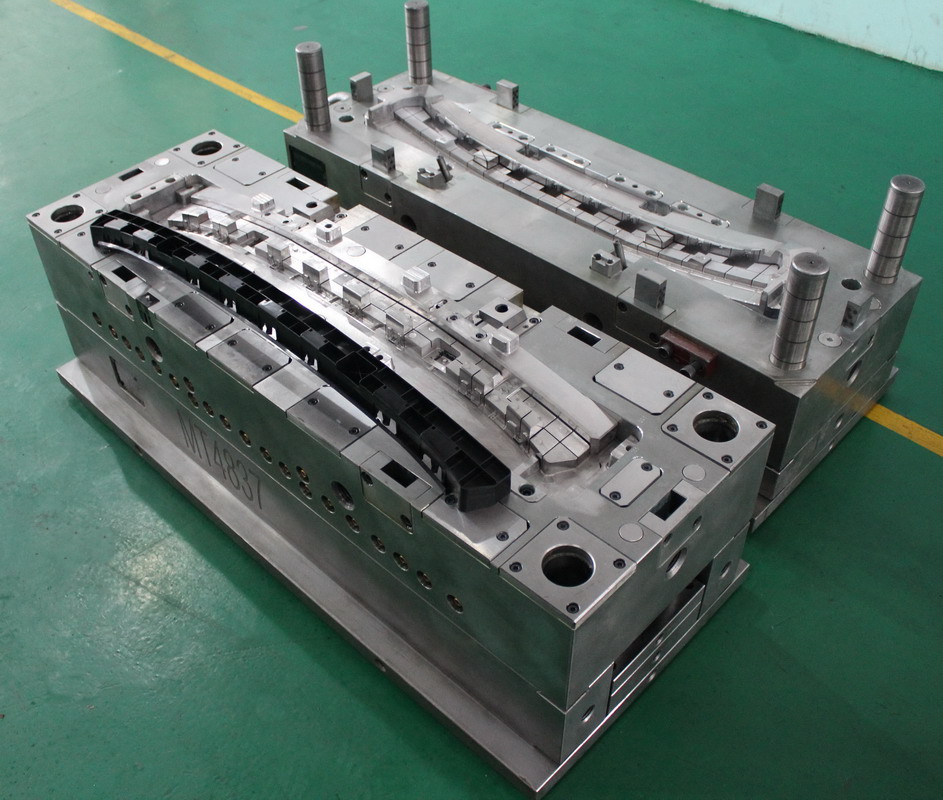
- 装配与调试:模具的装配是“画龙点睛”之环。要求所有运动部件配合顺畅,无卡滞,合模后分型面贴合严密。装配后需在专用压铸机上进行反复试模,通过调整压铸工艺参数(压力、速度、温度、时间等)和精细修整模具,直至压铸出的面板样品在尺寸、外观、内部质量上完全符合设计标准。
- 寿命与维护:一套优质的数码相机面板压铸模具寿命通常要求达到数十万模次以上。这依赖于卓越的设计、材料、制造以及规范的生产使用和定期维护保养(如清洁、润滑、防锈、损伤修复)。
三、 发展趋势
随着数码相机向更轻薄、一体化、高强度方向发展,对面板压铸技术也提出了新挑战:
- 超薄壁压铸:要求模具和工艺能稳定成型壁厚更薄(可小于0.6mm)且不变形的结构。
- 高集成度:将更多功能结构(如天线槽、加强筋、装配导向)直接铸出,减少后续加工,对模具复杂度要求更高。
- 新材料应用:如镁合金的应用,其压铸性能与铝合金有差异,需要针对性的模具与工艺设计。
数码相机面板压铸模具是技术密集型产品,其成功融合了材料科学、精密机械设计、热力学分析与高级制造工艺。只有各个环节精益求精,才能制造出满足高端数码相机严苛要求的精密面板,为最终产品赋予卓越的品质与竞争力。