模具作为工业之母,其结构设计的合理性直接关系到产品质量、生产效率与成本控制。本文精选12套在行业内广泛应用且经过长期实践验证的经典模具结构,旨在为模具设计工程师、制造人员及相关专业学生提供宝贵的参考与学习资料。
1. 两板式注塑模具
这是最简单、最常用的注塑模具结构,由定模和动模两块主要模板组成。其特点是结构简单、制造成本低、成型周期短,广泛应用于形状简单、无需侧向抽芯的塑件生产。
2. 三板式注塑模具(点浇口模具)
在定模部分增加了一块可移动的流道板,用于实现浇口与产品的自动分离。适用于产品外观要求高(浇口痕迹小)、型腔分布需从产品中心进浇或多型腔的情况。
3. 热流道模具
通过加热系统使流道内的塑料始终保持熔融状态,从而避免产生冷流道废料。能显著节约原材料、缩短成型周期、提高自动化程度,适用于大批量生产。
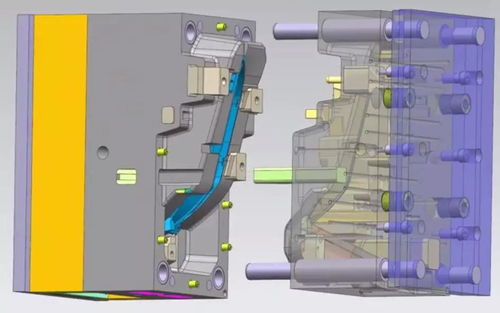
4. 侧向分型与抽芯机构模具
当产品存在与开模方向不一致的侧凹或侧孔时,必须采用侧向抽芯机构。常见的有斜导柱抽芯、斜顶抽芯、液压(气压)抽芯等,结构复杂但功能强大。
5. 哈夫块(对合模)结构模具
常用于成型有外侧凹的环状产品,如瓶盖、齿轮等。动模或定模由两个或多个拼块(哈夫块)组成,开模时哈夫块横向分离,实现产品脱模。
6. 二次顶出模具
当产品结构特殊,一次顶出可能导致产品变形或顶破时,需采用二次顶出机构。通常先由一组顶杆进行部分脱模,再由另一组完成最终脱模,动作精准可靠。
7. 螺纹自动脱模模具
用于直接成型带有内螺纹或外螺纹的产品。脱模方式多样,包括齿轮传动旋转脱模、油马达驱动脱模、强制脱模等,是实现螺纹产品高效率自动生产的关键。
8. 叠层式注塑模具
将两套或多套模具有效地叠放在一起,共用注塑机的注射和锁模系统。能在不增加锁模力和注射量的情况下,使产量成倍增加,特别适合扁平类薄壁件的大批量生产。
9. 双色(多色)注塑模具
在一台注塑机上,通过旋转、平移等换芯方式,分两次或多次注入不同材质或颜色的塑料,成型出复杂多彩或软硬结合的产品,如牙刷手柄、汽车灯罩等。
10. 大型深腔容器吹塑模具
用于生产中空塑料制品,如桶、罐、箱体等。模具通常由两半构成,型腔需抛光至镜面,并设有高效的冷却水道和排气系统,以保证产品壁厚均匀、外观光亮。
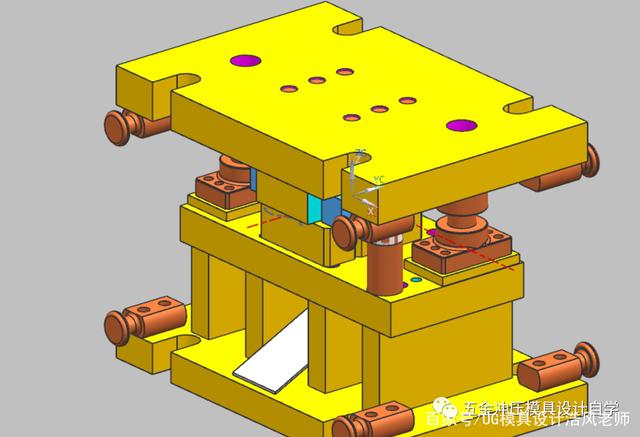
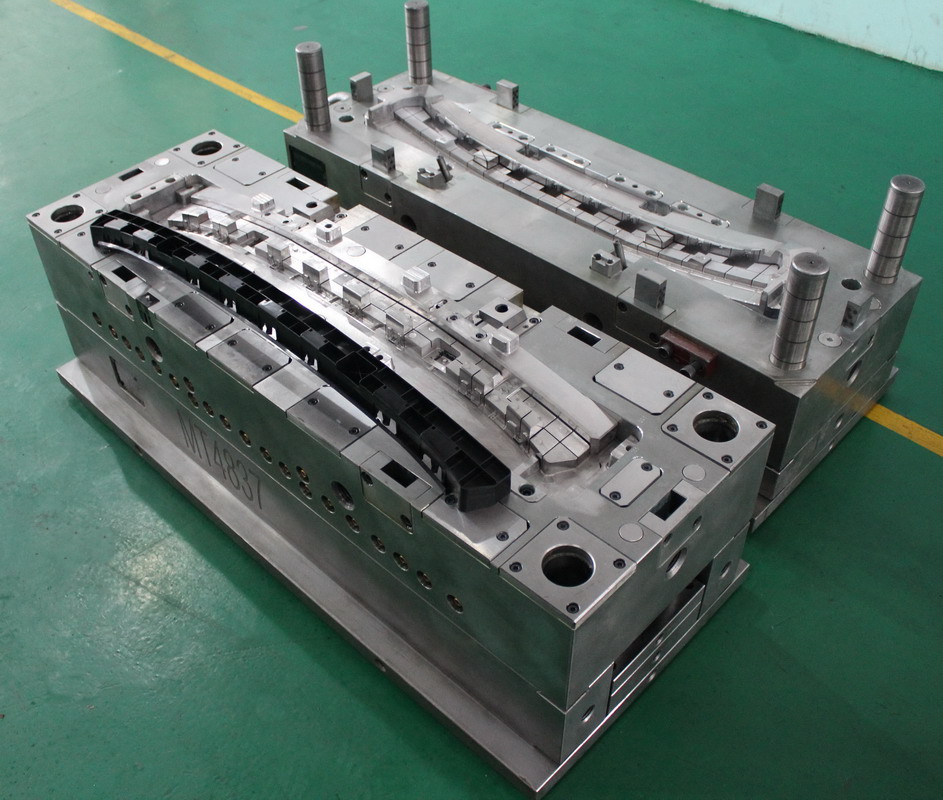
11. 精密多工位级进冲压模具
这是冲压领域的核心,在一副模具上设置多个等距的工位,条料在各工位依次完成冲裁、弯曲、拉深、成形等多种工序,最后形成一个完整的冲压件。生产效率极高,适用于小型精密零件的规模化制造。
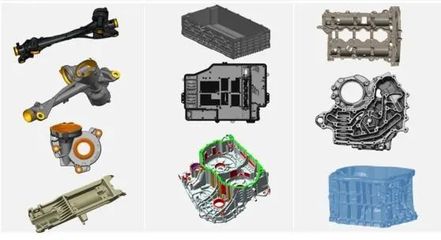
12. 压铸模具(含抽芯与真空排气)
用于有色金属(如铝、锌、镁合金)的压铸成型。模具需承受高温高压熔融金属的冲击,因此对材料强度、冷却和排气要求极高。复杂的压铸模通常集成有复杂的抽芯机构和真空排气系统,以成型结构复杂的零件并减少内部气孔。
收藏与应用建议
以上12套结构是模具设计的基石。在实际应用中,往往需要根据产品具体要求,对多种经典结构进行组合与创新。建议工程师在收藏这些经典案例的深入理解其工作原理、适用场合与设计要点,并关注新材料、新工艺带来的结构演化。建立自己的知识库,灵活运用,方能设计出既经济高效又稳定可靠的优质模具。