在金属加工领域,矩形管和方管的切割是常见的加工需求。4080矩形管(截面尺寸为40mm×80mm)作为广泛应用的结构材料,其高效、精准的切割对产品质量和生产效率至关重要。液压切管模具,特别是针对方管的冲断模具,是实现这一目标的核心工艺装备。本文将深入解析4080矩形管液压切管模具及方管冲断工艺的技术要点与应用价值。
一、 液压切管模具的工作原理与优势
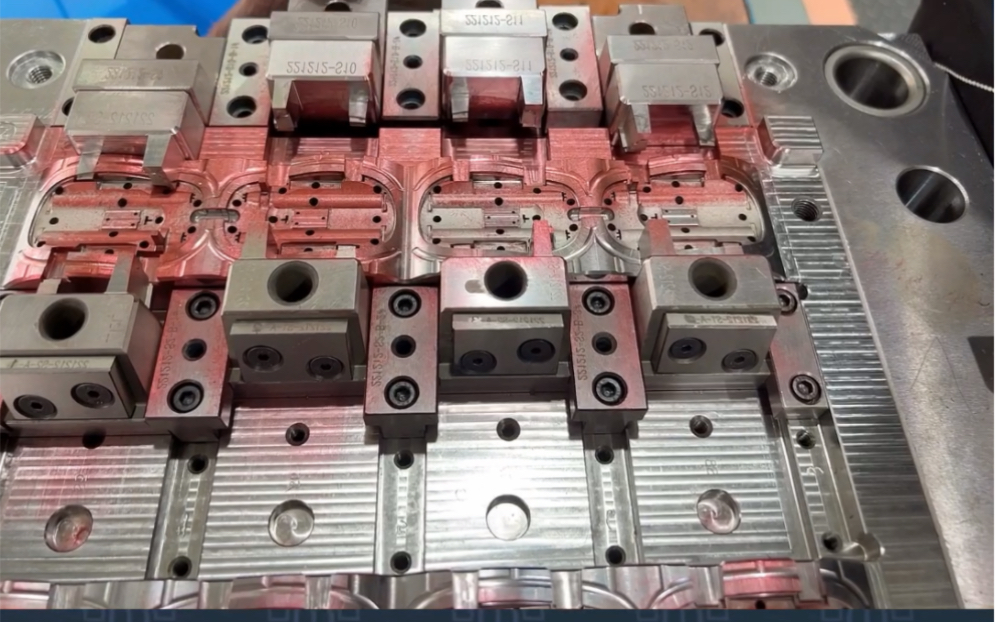
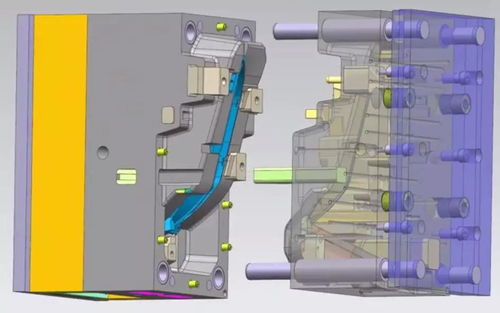
液压切管模具系统主要由液压动力单元、模具架(或模具座)和专用切管模具三大部分构成。其工作原理是利用液压系统产生的高压,驱动模具的动模部分(通常是冲头或刀片)向静模部分运动,对放置在模具型腔内的矩形管或方管施加巨大的剪切力,从而实现材料的瞬间分离(即冲断)。
相较于传统的砂轮切割、锯切或火焰切割,液压冲断模具拥有显著优势:
- 高效率:冲断过程瞬间完成,节拍快,适合批量生产。
- 高精度:模具导向精确,切口平整、垂直度高,毛刺少,尺寸一致性好。
- 切口质量好:断面变形小,无需或仅需少量二次加工。
- 低成本:单次加工能耗低,模具寿命长,综合生产成本低。
- 自动化集成度高:易于与送料机、机械手集成,实现自动化生产线。
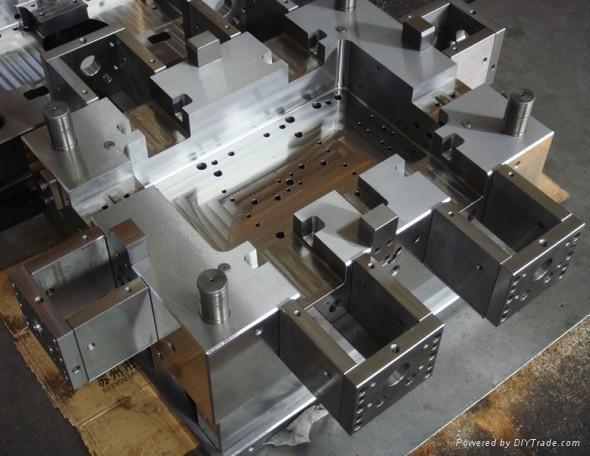
二、 4080矩形管冲断模具的设计要点
针对4080规格的矩形管,模具设计需考虑以下关键因素:
- 材料与强度:模具(特别是刀口)需采用高耐磨、高韧性的合金工具钢(如Cr12MoV、SKD11等),并进行精密热处理,确保其能承受巨大的循环剪切应力而不崩刃或过早磨损。
- 型腔设计:下模(凹模)的型腔必须与4080矩形管的外形紧密贴合,间隙需精确控制。间隙过大会导致管材压塌变形和毛刺增大;间隙过小则会使冲裁力急剧上升,加剧模具磨损。通常单边间隙取管材壁厚的5%-10%。
- 刀口形式:常见的有斜刃和直刃。对于矩形管,常采用双斜刃或异形刃口设计,使剪切过程由局部逐渐扩展到整个断面,以降低瞬时冲裁力,保护设备和模具,并获得更佳的断面质量。
- 卸料与顶出:必须设计可靠的卸料装置(如卸料板、弹簧顶针),确保冲断后的管件废料和工件能顺利脱离模具,避免卡料影响连续生产。
- 导向与刚性:模具的导柱、导套须精密配合,保证上下模的同心度与运动平稳性。整个模架需具备极高的刚性,以抵抗剪切过程中的侧向力,防止模具错位。
三、 方管冲断工艺的特别考量
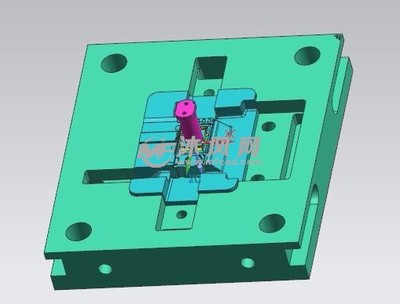
方管(如40×40、50×50等)的冲断原理与矩形管类似,但因截面为正方形,受力相对更对称。其模具设计的核心在于确保四边同时或按优化顺序受力,防止管材在模具中扭转或切口不平。
- 均载设计:刀口需保证与方管四边均匀接触,同时完成剪切。
- 防转设计:下模型腔可能需要增加定位销或采用轻微过盈配合,防止管材在冲压前转动。
- 针对薄壁方管:需特别注意防止冲断时出现的管壁内凹(塌陷)现象,可能需要增加内支撑芯棒(俗称“打芯”),尤其是在对切口内壁质量要求极高的场合。
四、 应用与维护
此类模具广泛应用于建筑钢结构、货架制造、家具、汽车零部件、农机骨架等行业的管材加工中。
为确保模具长期稳定运行,日常维护必不可少:
- 定期检查刀口的锋利度和磨损情况,及时刃磨或更换。
- 保持模具清洁和润滑,清除残留的铁屑和油污。
- 检查紧固件是否松动,导向机构是否润滑良好。
- 使用匹配的液压设备,确保压力和平稳性符合模具设计要求。
###
4080矩形管液压切管模具及方管冲断技术,是现代金属管材高效精密加工的重要体现。一套设计精良、制造精准、维护得当的液压冲断模具,不仅能大幅提升生产效率和产品质量,还能有效降低单件成本,增强企业的市场竞争力。随着材料科学和制造技术的进步,此类模具正朝着更长寿命、更高智能化和更广泛适应性方向发展。