在多工位精密级进模的结构设计中,卸料装置与限位装置扮演着至关重要的角色,它们直接关系到模具工作的稳定性、冲压件的质量以及模具的使用寿命。本文将重点探讨这两个装置的设计原则,并深入剖析其中弹性零件(主要为弹簧与优力胶/聚氨酯橡胶)的计算与选用方法。
一、 卸料装置的设计与功能
卸料装置的主要功能是在冲压完成后,将条料或制件从凸模上平稳、可靠地脱离。在多工位精密级进模中,卸料装置通常采用弹压式结构,兼具压料与卸料双重作用。
设计要点:
1. 刚性要求: 卸料板需有足够的强度和刚度,通常采用优质合金钢制造并进行热处理,以防止在长期工作中发生变形。
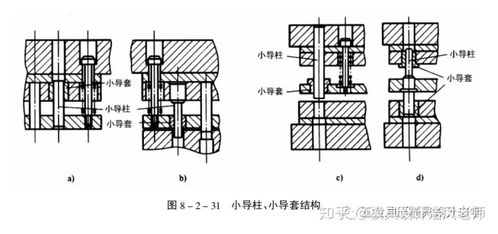
2. 导向精度: 卸料板一般通过小导柱、导套与上模座精密导向,确保其运动平稳,与凸模间隙均匀,这对保护细小凸模、保证冲裁精度至关重要。
3. 型孔配合: 卸料板上的型孔与凸模的配合需精确,对于精密冲裁,可采用微间隙或零间隙配合。
4. 行程确定: 卸料行程应保证条料能完全脱离凸模,通常需超出凸模刃口1~3mm。
二、 限位装置的设计与功能
限位装置主要用于控制模具的闭合高度,保护模具在误操作或意外情况下(如误送料、双料)不被压坏。常见的有限位柱、限位块等。
设计要点:
1. 安装位置: 通常对称布置于模具受力平衡的位置,如上、下模座之间。
2. 限位高度: 其高度应精确等于模具在冲压工作时的闭合高度,确保冲压到位的避免过度压缩弹性卸料元件。
3. 结构形式: 可分为固定限位和可调限位,精密模具多采用可调式,便于调试与维护。
三、 弹性零件的计算方法
弹性零件(弹簧/优力胶)是卸料装置的动力源,其合理选型与计算是设计核心。
1. 弹簧的计算与选用
- 卸料力计算: 首先需计算总的卸料力。对于多工位级进模,卸料力是各工位卸料力之和,通常可取冲裁力的5%~20%(薄料、多凸模取较大值)。公式可参考:F卸 = K * F冲 (K为系数,一般取0.05~0.2)。
- 弹簧数量与分布: 根据模具结构布局,确定弹簧的安装位置和数量(n),力求受力对称、均匀。
- 单根弹簧负荷: F单 = F卸 / n。
- 弹簧选型: 根据所需负荷F单和所需压缩行程S(等于卸料板行程+预压缩量+工作压缩量),查阅弹簧厂家规格表。选择时需确保:
- 弹簧的额定负荷 > F单。
- 弹簧的最大许可压缩量 > S。
- 弹簧的预压缩量一般设置为额定负荷的10%~30%,以保证初始压料力。
- 安全校核: 弹簧在最大工作状态下的压缩量应不超过其最大许可压缩量的80%,以确保其疲劳寿命。
2. 聚氨酯橡胶(优力胶)的计算与选用
优力胶具有单位压力大、行程大、安装方便等优点,常用于空间受限或需较大卸料力的场合。
- 所需总压力F卸: 计算方式同弹簧。
- 优力胶截面面积A:
A = F卸 / p,其中p为优力胶的单位压力(MPa),可根据其邵氏硬度从供应商资料中查得(例如,邵氏硬度90A时,p约为20-30MPa)。 - 形状与尺寸: 根据安装空间,确定优力胶的截面形状(圆形、矩形等)和尺寸,确保计算出的面积A。常用圆柱形,其直径
d = sqrt(4A / π)。 - 高度H确定: 优力胶的自由高度
H自由 = S / ε,其中S为所需工作行程,ε为允许的相对压缩量(一般取10%~35%,硬度越高,允许值越小)。为防止失稳,高径比H自由 / d建议不大于2。 - 预压缩: 安装时通常给予10%~15%的预压缩量,以提供初始压料力。
四、 设计实践中的综合考量
在实际模具设计中,需将卸料装置、限位装置与弹性元件作为一个系统来考虑:
- 协调性: 限位装置的接触时机应与卸料板压料到位相协调,避免弹性元件被过度压缩。
- 维护性: 弹簧或优力胶应便于更换。设计时应考虑安装孔、拆卸空间。
- 安全性: 对于关键模具,可设置多重限位或传感器,防止意外损坏。
- 调试: 最终弹性元件的预压量和限位高度需在模具试模阶段进行精细调整,以达到最佳的压料与卸料效果。
多工位精密级进模中卸料与限位装置的设计,是一个将功能需求、力学计算与精密结构设计相结合的过程。精确计算并合理选用弹性零件,是保证这套系统高效、可靠、长寿命运行的基础,也是模具设计水平的重要体现。