冷冲压模具是金属冲压加工中的核心工艺装备,广泛应用于汽车、电子、家电、航空航天等制造业。其设计质量直接决定了冲压件的精度、生产效率与模具寿命。掌握冷冲压模具设计的基础知识,是踏入模具行业的关键一步。
一、冷冲压模具概述
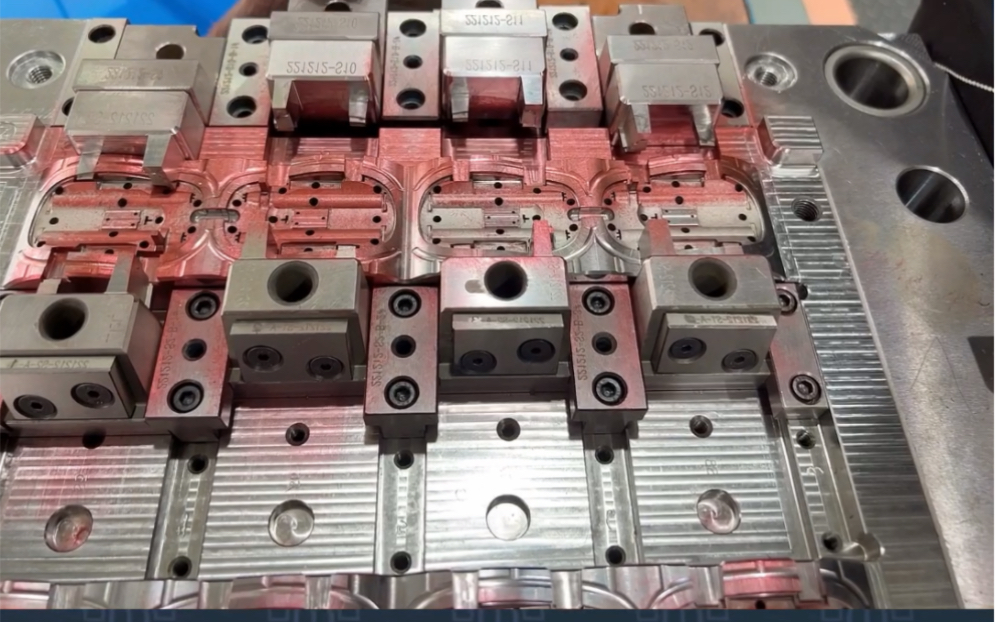
冷冲压模具是指在室温下,利用安装在压力机上的模具对金属板料施加压力,使其产生分离或塑性变形,从而获得所需形状和尺寸工件的工具。其工艺主要包括冲裁、弯曲、拉深、成形等。模具通常由上模(凸模部分)和下模(凹模部分)组成,通过压力机的上下运动完成冲压动作。
二、模具设计核心要素
- 工艺分析:设计之初,必须对工件图纸进行详细的工艺性分析。包括分析冲压件的形状、尺寸精度、材料性能(如牌号、厚度、力学性能)以及生产批量要求。判断其适合采用何种冲压工序(单工序、复合工序还是级进工序),并初步确定排样方案,以提高材料利用率。
- 模具类型选择:根据工艺分析和生产需求,选择合理的模具结构形式。
- 单工序模:一次行程完成一道工序,结构简单,制造成本低,适用于小批量生产。
- 复合模:一次行程在同一工位完成两道或以上工序(如冲孔和落料),工件精度高,但结构较复杂。
- 级进模(连续模):在模具的不同工位上依次完成多道工序,材料逐步送进,生产效率极高,适用于大批量、高精度生产,但设计和制造难度大。
- 主要零件设计:
- 工作零件:直接完成冲压工序的零件,包括凸模、凹模、凸凹模。其设计需确定刃口尺寸(考虑冲裁间隙)、结构形式(整体式、镶拼式)、材料及热处理要求(常用Cr12MoV、SKD11等高碳高铬工具钢)。
- 定位零件:确保板料或半成品在模具中有正确的位置,如挡料销、导正销、侧刃、导料板等。
- 压料、卸料与出件零件:如卸料板、压边圈、顶件器、推件器等,用于压平材料、分离工件或废料从模具中排出。
- 导向零件:保证上、下模精确对合,提高模具精度和寿命,如导柱、导套。
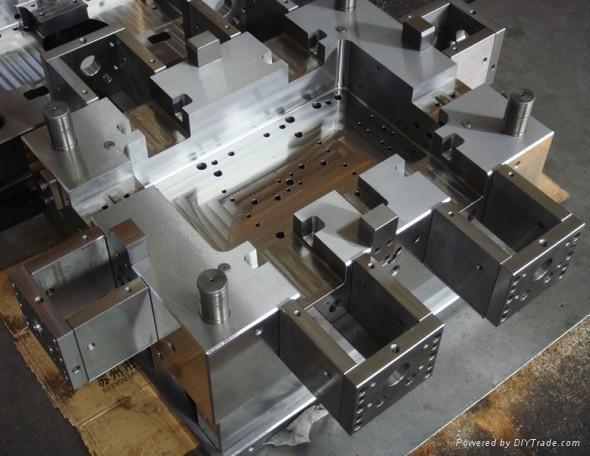
- 固定与支承零件:如模座(上、下模座)、模柄、凸模固定板、垫板等,用于安装和固定上述各类零件,并传递压力。
- 冲压力计算与压力机选择:计算总冲压力,包括冲裁力、卸料力、推件力、压边力等。根据总冲压力、模具闭合高度、工作台面尺寸等参数,选择合适的压力机型号和吨位。
- 模具间隙:这是模具设计的关键参数,尤其对于冲裁工序。间隙值大小直接影响断面质量、尺寸精度、模具寿命和冲压力。间隙过小,断面质量好但模具磨损快;间隙过大,断面毛刺大且工件有穹弯。间隙值通常根据材料类型和厚度,按百分比查表选取。
三、设计流程与要点
基本设计流程为:产品图分析 → 确定工艺方案(工序、排样)→ 计算冲压力与压力中心 → 选择模具结构类型 → 设计主要零部件 → 选择标准模架 → 绘制模具总装图与零件图。
设计要点:
- 安全性:必须考虑操作安全,防止手部进入危险区域,必要时设计防护装置。
- 刚性与强度:模座、模板等需有足够的刚性和强度,以抵抗冲压时的变形和冲击。
- 工艺性:模具零件结构应便于机械加工、热处理、装配与维修。
- 经济性:在满足使用要求的前提下,力求结构简单,尽可能选用标准件,降低成本。
四、现代设计趋势
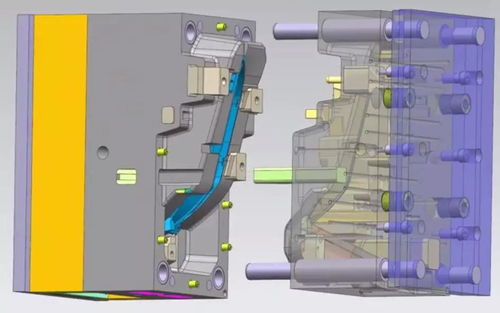
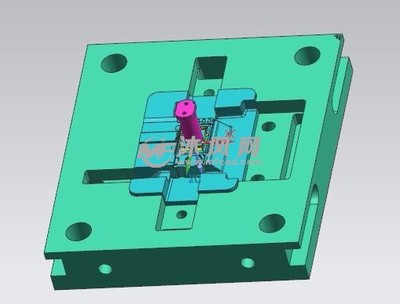
随着制造业智能化发展,冷冲压模具设计越来越多地借助计算机辅助技术(CAD/CAE)。三维CAD软件(如UG, CATIA, SolidWorks)进行参数化建模和装配仿真,CAE软件(如AutoForm, Dynaform)进行冲压成形过程模拟,可预先分析材料流动、起皱、破裂等缺陷,优化工艺参数和模具结构,大幅缩短开发周期,降低试模成本。
冷冲压模具设计是一门集材料学、力学、机械设计与制造工艺于一体的综合性技术。扎实的理论基础、丰富的实践经验以及对新技术的不断学习,是成为一名优秀模具设计师的必由之路。